Lindab Case Study
Sector: Manufacturing
Construction duration: 4-5 months
Services: Power supplies, lighting, fire alarms, data, fibre
“The successful project has led to a great relationship with Lindab going forward. General maintenance, repairs, extra power supplies and extra machine installation will all be taken care of by them…”
Lindab is the leading ductwork manufacturer in the UK ventilation industry. Their facility relies heavily on machinery and plenty of lighting. So, ahead of their migration to a new facility in Ashburton Point, we were brought in to oversee the electrical installations.
To begin with the warehouse was nothing but a shell with an office area tucked away in the corner. The whole space needed a complete electrical design. And that’s where we came in.
The Challenge
We asked fundamental questions before we got to work. Not only did we need to know if the electrical feed into the warehouse was fit for purpose (it wasn’t), along with the correct cable sizes; we also had to make sure that the electrical layout offered Lindab flexibility for growth.
Lindab’s previous facility lacked the progressive technology needed to perform at their highest capacity. They were working from an old busbar system, which went into complete shutdown every time they had to move, replace, or even service just one machine.
Understandably, Lindab were keen to avoid the costly downtime caused by these routine machinery tasks. They needed a new fit-for-purpose system to prevent outage problems and give them the freedom to adapt the space over time.
When planning the power supplies we also wanted to futureproof the facility for possible developments in the working environment – such as ensuring the loadings were sufficient to support the machinery for when a robotics migration takes place.
The Strategy
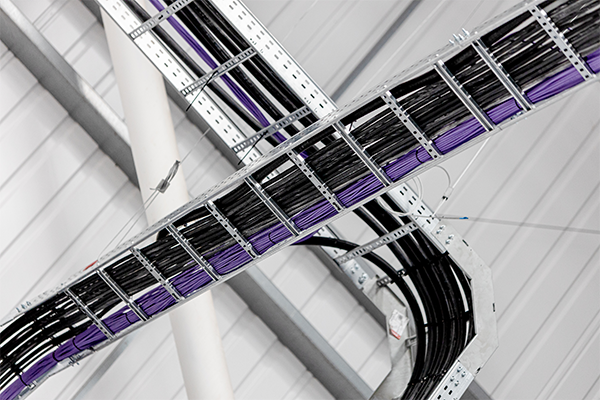
With key questions answered, we got to work on the technical drawings. Over the first few weeks we mapped out the cable locations, how they’d feed around the building and how they’d be controlled.
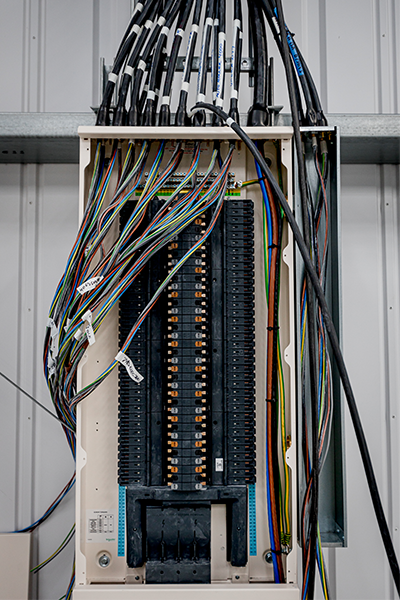
Instead of a busbar, we opted for an efficient containment system with individual electrical supplies that allowed you to isolate a single machine. We also factored in things like fire alarms, lighting, data and fibre to power not just the factory floor but the office space above it.
When it came to the rollout, we had to make sure we didn’t clash with other contractors involved in the fit-out process – such as partitioners, joiners, compressed air installations and machinery deliveries. Health and safety was also an important consideration, so we worked closely with the on-site Health and Safety Officer throughout to ensure safe, timely installation.
The Result
Over the course of the fit out, we:
- Transformed an empty warehouse into a fully functioning production facility with lighting, fire alarms and of course, the core elements needed to power the building.
- Developed the office space by adding power and data installations into the main workspace area and its desks – along with changing, breakout and board rooms.
- Saved the company unnecessary downtime, leading to less costs and hassle – thanks to the more efficient containment systems supporting individual electrical supplies.The project has helped us form a great relationship with Lindab. We now take care of all general maintenance and repairs, as well as extra power supplies and machine installation, to help our client continue to operate smoothly and efficiently.